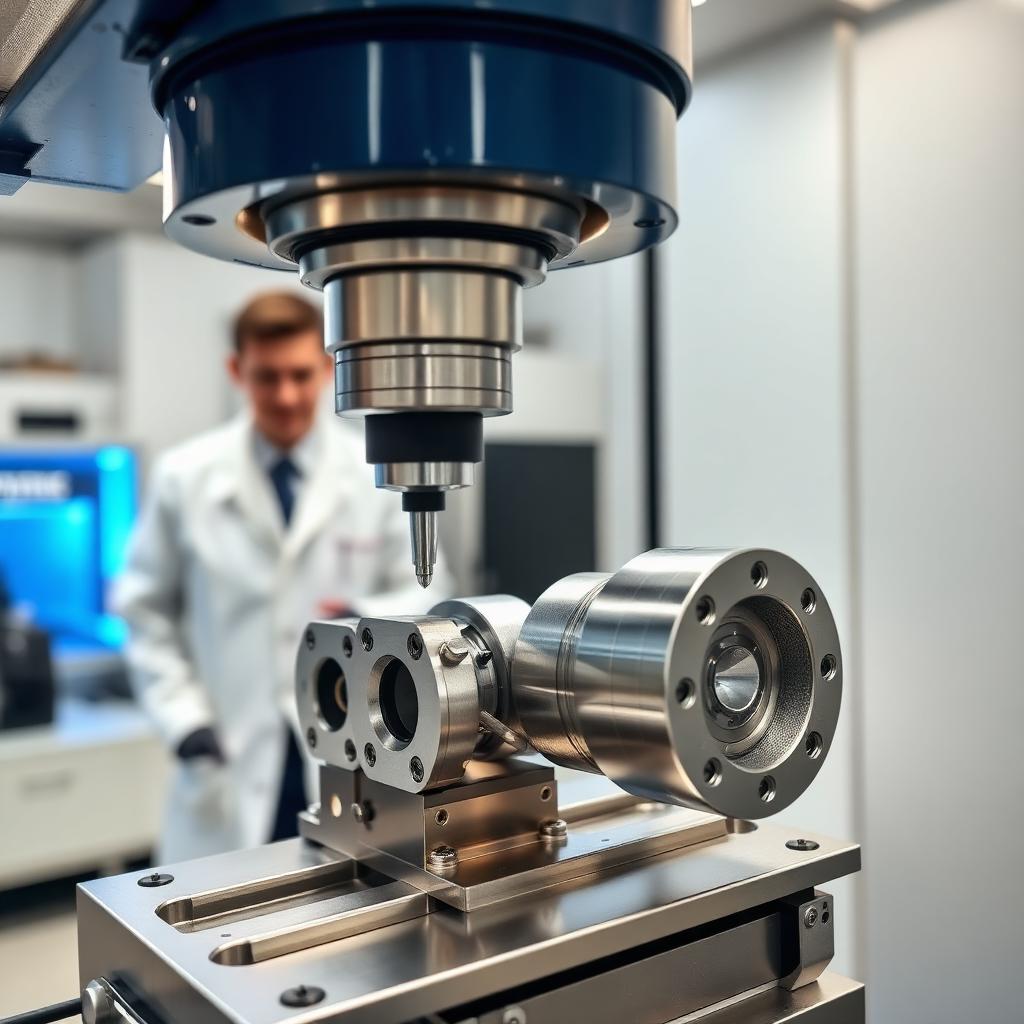
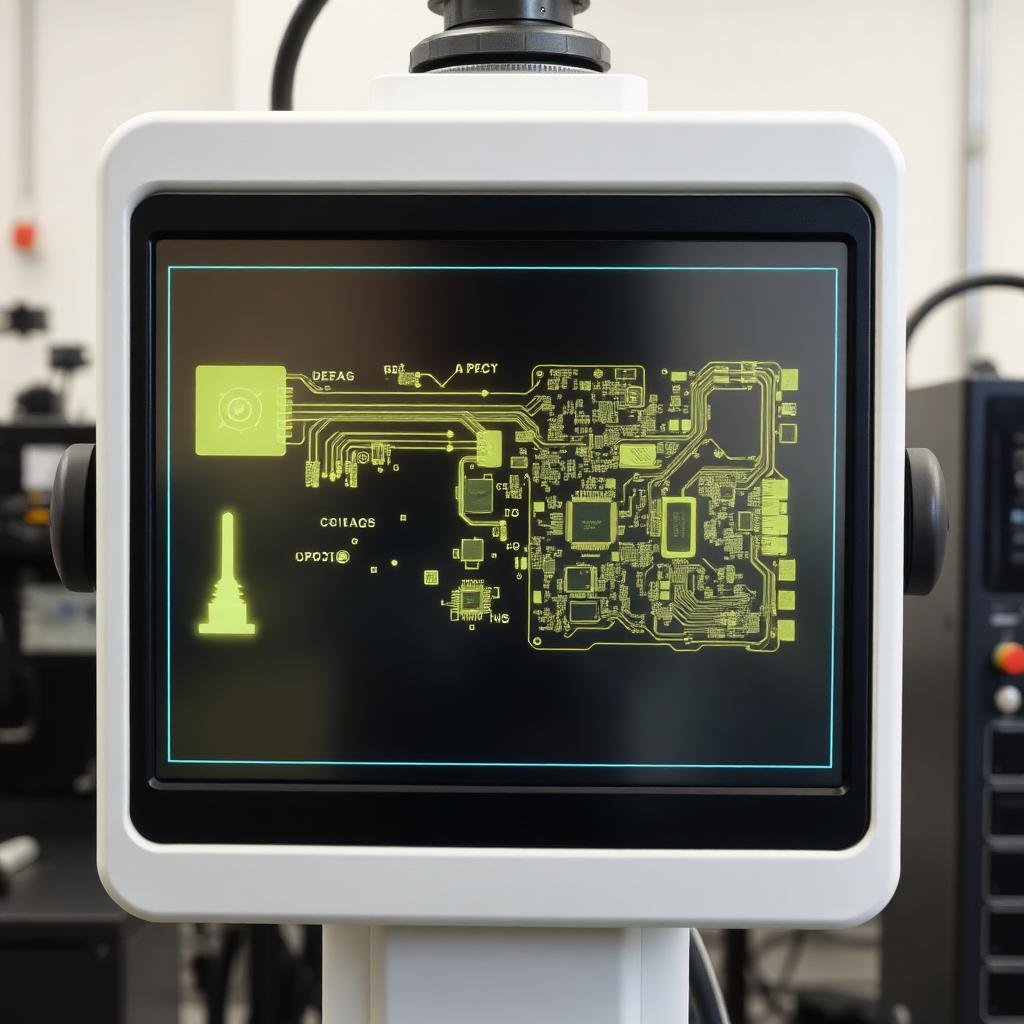
Defect inspection separates good product from bad before it reaches your customer. Our independent defect inspection service in China combines automated optical inspection (AOI), AI-based machine vision, 2D X-ray radiography and — when internal visibility is required — industrial CT, to detect, classify and quantify defects on parts produced by your Chinese suppliers.
Unlike a supplier's own QC, our inspection is documented with calibrated equipment, statistically valid sampling plans (AQL per ISO 2859-1 or customer plan), photographic evidence per defect and a clear conformance verdict. The report is structured so it can be used directly in shipment-hold decisions, claim negotiations, or as PPAP evidence.
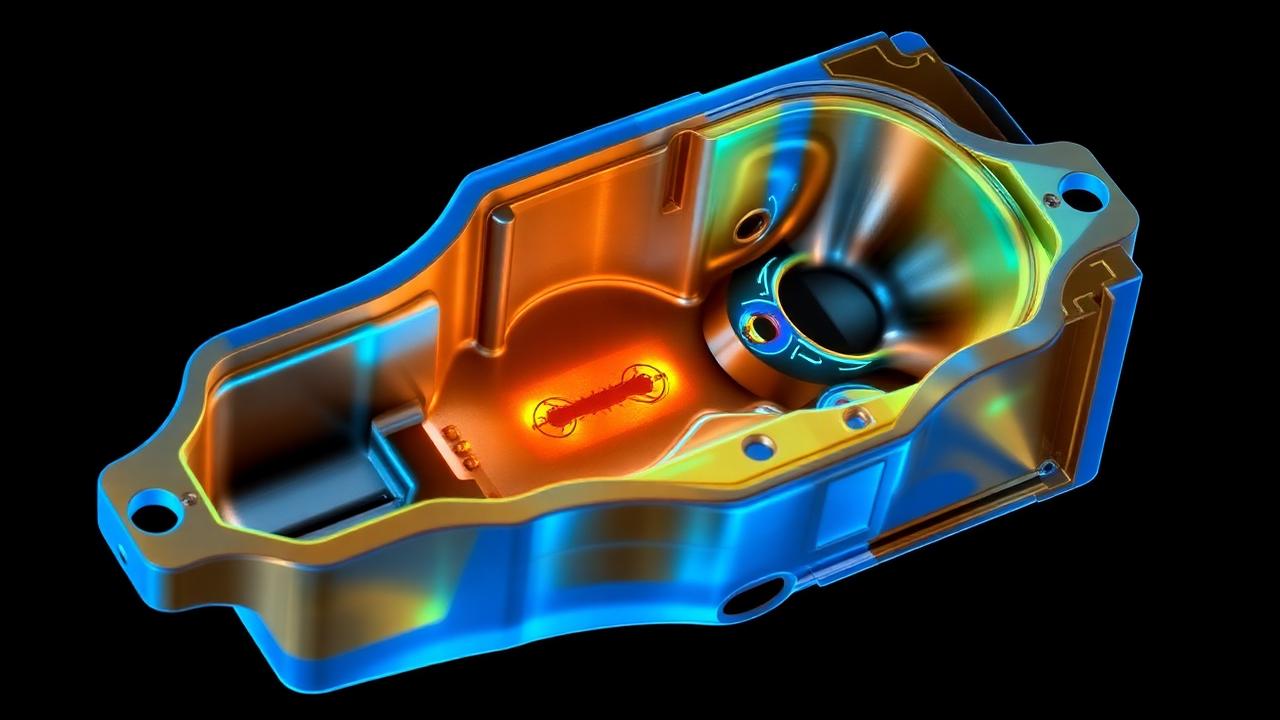
We inspect for both cosmetic defects on visible surfaces — where customer expectation is the acceptance criterion — and for functional defects that affect performance: hairline cracks in cast housings, voids in welds, contamination on sealing surfaces, or solder defects on PCB assemblies. Each defect type is logged with location, size and recommended disposition.